Automation Method:
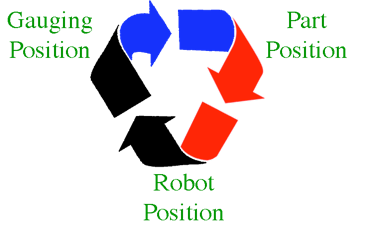
This system will automatically learn where the part is on the gripper.
Robot programming is greatly reduced because the robot will position the part automatically. All the program needs to do is get the part into the gauging zone. The gauging zone can be the entire travel length of the robot, but a couple of inches is recommended. From this point a subroutine takes control over the robot, positioning the part according to what it is “feeling” through the sensors.
Touching up a part by changing flange length only requires that the press brake program is modified. The robot will automatically make adjustments to match the press brake.
Only 5 lbs of force is required to activate the sensors. So even if your parts weigh 500 lbs, the back gauge is never overloaded.
The side stop is a sensor that mounts to the die bed. This enables the robot to see the edge of the part and accurately position the part for fitted bends and bend reliefs.
No need to worry if the part slips in the gripper. Robot position changes are done automatically without the need of operator intervention or reprogramming.
When re-setting up a part, the punch and die do not need to be exactly where they were originally. This is because the robot will do the touchup automatically.
For tapered bends, the side stop is a must. Without the side stop, different position along the die bed will create different flange lengths. The side stop will give the repeatability required for accurate tapered bends.
The side stop also allows the robot to learn where the part is on the gripper, compensating for inconsistencies in the part stack. |